

GB/T 10395.26-2020 農林機械 安全 第26部分:大型旋轉式割草機
- 發表時間:2023-01-30
- 來源:共立消防
- 人氣:
1 范圍
本部分規定了設計和制造通過沖擊力切割作物殘茬、牧草以及小灌木叢,割臺安裝在牽引拖拉機或機器上,單個切割元件切割直徑不小于1000mm的單割臺或多割臺農用牽引式、懸掛式、半懸掛式大型旋轉式割草機的安全要求及其驗證規則。本標準給出了消除或降低機器使用過程中發生危險的方法及在正常使用和維護過程中可合理預見因操作者誤用發生危險的方法。本部分規定了制造商應提供的安全操作信息的類型。
注1:機器可用于切割牧草。本部分未規定機器用于農業之外應具備的附加要求。
本部分不適用于下列機器:
——GB/T 10395.25涉及收獲飼料作物的旋轉圓盤式割草機、轉鼓式割草機以及甩刀式割草機;
——大型旋轉式懸臂割草機;
——步進式電動割草機;
——GB 10395.11涉及的動力草坪割草機。
根據本部分規定設計和制造的機器,當本部分規定與GB10395.1規定不同時,本部分規定優先于GB 10395.1。
本部分涉及了制造商預定和預見條件下使用大型旋轉式割草機相關的所有重大危險、危險狀態和危險事件。(重大危險一覽表參見附錄A。)
注2:本部分涉及的兩種割草機(剛性平臺大型旋轉式割草機和履帶式多段折疊翼大型旋轉式割草機)圖例參見C.1。
注3:本部分未涉及割草機圖例參見C.2。
本部分不涉及環境危險、道路安全、電磁兼容性、振動及與動力傳動部件相關的危險。不涉及與專業維修人員維修和保養相關的危險。
注4:GB 21398規定了評價所有移動式農業機械電磁兼容性的試驗方法和驗收準則。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 229 金屬材料 夏比擺錘沖擊試驗方法(GB/T 229-2007,ISO 148-1:2006,MOD)
GB/T 230.1 金屬材料 洛氏硬度試驗 第1部分:試驗方法(GB/T 230.1-2018,ISO 6508-1:2016,MOD)
GB/T 1593 農業輪式拖拉機 后置式三點懸掛裝置0、1N、1、2N、2、3N、3、4N和4類(GB/T 1593-2015,ISO 730:2009,MOD)
GB/T 9480 農林拖拉機和機械、草坪和園藝動力機械 使用說明書編寫規則(GB/T 9480-2001,eqv ISO 3600:1996)
GB 10395.1-2009 農林機械 安全 第1部分:總則(ISO 4254-1,MOD)
GB/T 10395.25 農林機械 安全 第25部分:旋轉式圓盤割草機、轉鼓式割草機和甩刀式割草機(ISO 4254-12:2012,MOD)
GB 10396 農林拖拉機和機械、草坪和園藝動力機械 安全標志和危險圖形 總則(GB 10396-2006,ISO 11684:1995,MOD)
GB/T 15706 機械安全 設計通則 風險評估與風險減小(GB/T 15706-2012,ISO 12100:2010,IDT)
GB/T 17126.1 農業拖拉機和機械 動力輸出萬向節傳動軸和動力輸入連接裝置 第1部分:通用制造和安全要求(GB/T 17126.1-2009,ISO 5673-1:2005,IDT)
GB/T 23821-2009 機械安全 防止上下肢體觸及危險區的安全距離(ISO 13857:2008,IDT)
3 術語和定義
GB 10395.1、GB/T 10395.25和GB/T 15706界定的以及下列術語和定義適用于本文件。
3.1 旋轉式割草機
3.1.1
大型旋轉式割草機 large rotary mower
具有覆蓋功能,由牽引機械提供動力,配置單個或多個切割直徑不小于1000mm的切割元件總成,單個或多個功能組件繞垂直軸旋轉通過沖擊切割或剪切作物殘茬、牧草以及小型灌木的割草機。
3.1.1.1
剛性平臺大型旋轉式割草機 rigid-deck large rotary mowers
普通剛性平臺上裝配有一個或多個切割元件總成的大型旋轉式割草機。
3.1.1.2
多段折疊翼大型旋轉式割草機 multi-section,foldable-wing large rotary mowers
配置多個切割元件總成,且帶有能夠適應地形的單個或多個翼型折疊機構的大型旋轉式割草機。
注:割草機運輸或避障時翼折疊,工作時翼展開。
3.2 切割元件
3.2.1
切割元件 cutting element
通過沖擊力切割或剪切作物殘茬、牧草以及小型灌木的割草機刀具。
注1:可包括護根覆蓋。
注2:刀、刀片和甩刀是常見的切割元件。
3.2.2
切割元件批次 cutting-element lot
切割元件批次由切割元件制造商確定,可追溯到軋制溫度和制造工藝。
注:鋼溫度發生變化,切割元件批次重新生成。
3.2.3
爐鋼 heat of steel
間歇熔化過程循環一次產生的金屬。
注:對鋼包或爐中的少量熔融金屬試樣完成熱分析。試樣固化,然后進行光譜化學分析。如化學分析處于規定范圍內,則熔融金屬的平衡值即為一個熱處理編號。一般情況下,加熱量為50t,但許多鋼廠的加熱量約為300t。
3.2.4
永久變形角 permanent set angle
從切割元件彎曲試驗裝置上移除后,切割元件或試樣彎曲區域背面形成的角。
見圖1。
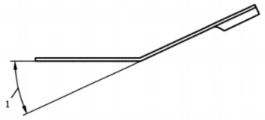
說明:
1——永久變形角。
圖1 彎曲試驗后切割元件的永久變形角
3.2.5
總變形角 total deflection angle
永久變形角和預計回彈量的總和。
注:該角度用于試驗裝置設計,非驗收標準(見表1)。
3.2.6
試件 test coupon
與所代表的切割元件具有相同截面且批次相同的平板試樣。
3.3 拋擲物試驗
3.3.1
正常操作位置 normal operating position
操作割草機時,操作者占用的操作者區域內的空間位置。
注1:操作者坐在牽引機具的座椅上,手放在轉向控制器上,腳放在控制器上或其他用于放腳的區域。
注2:目標屏障結構示例見圖7和圖8所示。
3.3.2
拋擲物沖擊 projectile impact
試驗拋擲物對目標材料表層的破壞。
3.3.3
拋擲物撞擊 projectile hit
試驗拋擲物對目標材料所有層的破壞。
3.3.4
目標材料 target material
拋擲物試驗使用的材料。
注:見附錄D。
3.3.5
試驗用拋擲物 test projectile
普通鋼釘或鋼絲,近似尺寸如圖2所示。
注:線型拋射物應能180°彎曲,且無裂紋或斷裂現象。
以上為標準部分內容,如需看標準全文,請到相關授權網站購買標準正版。
-
 IG541混合氣體滅火系統
IG541混合氣體滅火系統:IG-541滅火系統采用的IG-541混合氣體滅火劑是由大氣層中的氮氣(N2)、氬氣(Ar)和二氧化碳(CO2)三種氣體分別以52%、40%、8%的比例混合而成的一種滅火劑
IG541混合氣體滅火系統
IG541混合氣體滅火系統:IG-541滅火系統采用的IG-541混合氣體滅火劑是由大氣層中的氮氣(N2)、氬氣(Ar)和二氧化碳(CO2)三種氣體分別以52%、40%、8%的比例混合而成的一種滅火劑 -
 二氧化碳氣體滅火系統
二氧化碳氣體滅火系統:二氧化碳氣體滅火系統由瓶架、滅火劑瓶組、泄漏檢測裝置、容器閥、金屬軟管、單向閥(滅火劑管)、集流管、安全泄漏裝置、選擇閥、信號反饋裝置、滅火劑輸送管、噴嘴、驅動氣體瓶組、電磁驅動
二氧化碳氣體滅火系統
二氧化碳氣體滅火系統:二氧化碳氣體滅火系統由瓶架、滅火劑瓶組、泄漏檢測裝置、容器閥、金屬軟管、單向閥(滅火劑管)、集流管、安全泄漏裝置、選擇閥、信號反饋裝置、滅火劑輸送管、噴嘴、驅動氣體瓶組、電磁驅動 -
 七氟丙烷滅火系統
七氟丙烷(HFC—227ea)滅火系統是一種高效能的滅火設備,其滅火劑HFC—ea是一種無色、無味、低毒性、絕緣性好、無二次污染的氣體,對大氣臭氧層的耗損潛能值(ODP)為零,是鹵代烷1211、130
七氟丙烷滅火系統
七氟丙烷(HFC—227ea)滅火系統是一種高效能的滅火設備,其滅火劑HFC—ea是一種無色、無味、低毒性、絕緣性好、無二次污染的氣體,對大氣臭氧層的耗損潛能值(ODP)為零,是鹵代烷1211、130 -
 手提式干粉滅火器
手提式干粉滅火器適滅火時,可手提或肩扛滅火器快速奔赴火場,在距燃燒處5米左右,放下滅火器。如在室外,應選擇在上風方向噴射。使用的干粉滅火器若是外掛式儲壓式的,操作者應一手緊握噴槍、另一手提起儲氣瓶上的
手提式干粉滅火器
手提式干粉滅火器適滅火時,可手提或肩扛滅火器快速奔赴火場,在距燃燒處5米左右,放下滅火器。如在室外,應選擇在上風方向噴射。使用的干粉滅火器若是外掛式儲壓式的,操作者應一手緊握噴槍、另一手提起儲氣瓶上的
