

MT/T 1133-2011 煤用立式刮刀卸料離心機篩籃
- 發表時間:2022-10-09
- 來源:共立消防
- 人氣:
1 范圍
本標準規定了煤用立式刮刀卸料離心機篩籃(以下簡稱篩籃)的產品分類、技術要求、試驗方法、檢驗規則、標志、包裝、運輸和貯存。
本標準適用于煤用立式刮刀卸料離心機篩籃。
2 規范性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標準。
GB/T 191-2008 包裝儲運圖示標志(ISO 780:1997,MOD)
GB/T 700-2006 碳素結構鋼(ISO 630:1995,NEQ)
GB/T 1804-2000 一般公差 未注公差的線性和角度尺寸的公差(ISO 2768-1:1989,EQV)
GB/T 4240-1993 不銹鋼絲
GB/T 9239.1-2006 機械振動 恒態(剛性)轉子平衡品質要求 第1部分:規范與平衡允差的檢驗(ISO 1940-1:2003,IDT)
GB/T 19418-2003 鋼的弧焊接頭 缺陷質量分級指南(ISO 5817:1992,IDT)
JB/T 3278-1992 焊接條縫篩板
MT/T 154.1-1992 煤礦機電產品型號的編制導則和管理辦法
3 分類、型號和基本參數
3.1 分類
立式刮刀卸料離心機篩籃按用途分為系列末煤離心機篩籃和系列煤泥離心機篩籃兩大類。
3.2 產品型號
3.2.1 產品型號表示方法
產品型號表示方法應符合MT/T 154.1-1992的規定。
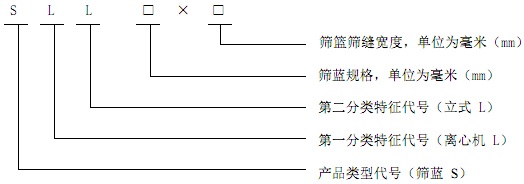
示例:
SLL900×0.5,表示篩縫寬度為0.5 mm、規格為900 mm的立式刮刀卸料離心機篩籃。
3.3 基本參數
3.3.1 篩籃為焊接結構,由上、下法蘭盤、網片、橫環筋、立筋板組成,見圖1。
3.3.2 篩籃的基本參數主要有篩縫δ、半錐角α、高度h、大端內徑d1等,具體參數值,需根據不同型號的離心機來確定。
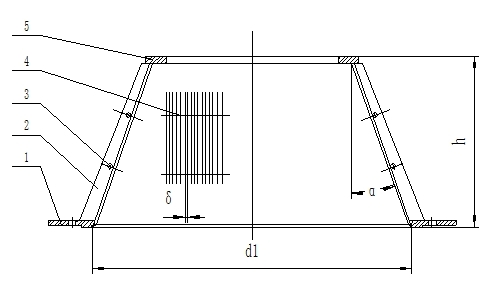
1—下法蘭盤; 2—立筋板; 3—橫環筋; 4—網片; 5—上法蘭盤;
圖1 篩籃的結構形式
4 技術要求
4.1 一般要求
4.1.1 基本原則
篩籃應符合本標準的要求,并按照經規定程序批準的生產圖樣及技術文件制造。
4.1.2 扇形網片
4.1.2.1 扇形網片用鋼絲材質奧氏體不銹鋼絲,如有特殊要求雙方可另行簽定技術協議,鋼絲直徑允許偏差應符合表1的規定,其它技術要求應符合GB/T4240-1993的規定,并經檢驗合格后方可使用。
表1 單位為毫米(mm)
鋼絲規格 | 允許偏差 |
Φ1.8~Φ3.5 | ±0.02 |
>Φ3.5~Φ5.5 | ±0.03 |
4.1.2.2 扇形網片用梯形絲由不銹鋼圓絲軋制成型,其背寬尺寸公差應符合表2的規定,所焊接的網片應符合JB/T3278-1992的規定,經檢驗合格后方可組焊。
表2 單位為毫米(mm)
梯形絲背寬尺寸 | 允許偏差 |
2.0~2.5 | ±0.04 |
>2.5~3.2 | ±0.05 |
4.1.3 上、下法蘭盤
上、下法蘭盤的材質無特殊要求時可選用GB/T 700-2006規定的Q235-A,,所注公差尺寸應符合圖紙設計要求,未注公差應符合GB/T 1804-2000中m的公差等級,經檢驗合格后方可組焊。
4.1.4 環筋和立筋板
環筋和立筋板的材質無特殊要求時可選用GB/T 700-2006規定的Q235-A,經檢驗合格后方可組焊。
4.2 篩籃
4.2.1 焊接接頭及焊縫不允許有裂紋、飛濺、焊瘤、表面夾渣、表面氣孔和角焊縫厚度不足等外觀缺陷,其外觀及內在缺陷等級應符合GB/T 19418-2003的C級缺陷質量分級限值。
4.2.2 篩籃所注公差尺寸應符合圖紙設計要求,未注尺寸公差應符合GB/T 1804-2000中m的公差等級。
4.2.3 篩籃篩縫寬度的極限偏差應符合表3的規定。
表 3 單位為毫米
篩縫基本尺寸 | 正常篩縫偏差 | 極限篩縫偏差 | ||
允許偏差 | 占總數百分率% | 允許偏差 | 占總數百分率% | |
0.15~0.30 | ±0.06 | ≥85 | ±0.10 | ≤15 |
> 0.30~0.50 | ±0.07 | ±0.12 | ||
> 0.50~0.75 | ±0.08 | ±0.15 | ||
4.2.4 篩籃應按照GB/T 9239.1-2006的規定進行動平衡試驗,平衡品質等級為G6.3。
4.2.5 除扇形網片外,凡配合表面應涂防銹油,其余表面涂防銹漆。
5 試驗方法
5.1 一般要求檢測
4.1.1、4.1.2、4.1.3、4.1.4主要零件采用加工過程中的工序檢驗方法對其進行質量檢驗。
5.2 篩籃檢測
5.2.1 焊接接頭及焊縫外觀缺陷用分度值為1.0mm的焊口檢測器和目測方法檢查。
5.2.2 篩籃公差尺寸用分度值為0.02mm的游標卡尺測量,其余尺寸用分度值為1.0mm的鋼卷尺測量。
5.2.3 篩籃的篩縫尺寸偏差用塞尺測量,每個篩籃檢查對稱方向兩塊網片,每塊網片取上、下兩段,每段連續檢查100條篩縫。
5.2.4 篩籃的動平衡應按GB/T 9239.1-2006的規定進行,在動平衡精度為3μm~5μm的動平衡試驗機上校驗。
5.2.5 整體外觀質量用目測檢查。
6 檢驗規則
篩籃檢驗只采用出廠檢驗一種形式,每只篩籃全部符合4.2的技術要求,判定產品合格,有一項不符合本標準要求,判定為產品不合格,不合格產品返修并按4.2的技術要求復檢合格后,判定產品合格。
以上為標準部分內容,如需看標準全文,請到相關授權網站購買標準正版。
-
 IG541混合氣體滅火系統
IG541混合氣體滅火系統:IG-541滅火系統采用的IG-541混合氣體滅火劑是由大氣層中的氮氣(N2)、氬氣(Ar)和二氧化碳(CO2)三種氣體分別以52%、40%、8%的比例混合而成的一種滅火劑
IG541混合氣體滅火系統
IG541混合氣體滅火系統:IG-541滅火系統采用的IG-541混合氣體滅火劑是由大氣層中的氮氣(N2)、氬氣(Ar)和二氧化碳(CO2)三種氣體分別以52%、40%、8%的比例混合而成的一種滅火劑 -
 二氧化碳氣體滅火系統
二氧化碳氣體滅火系統:二氧化碳氣體滅火系統由瓶架、滅火劑瓶組、泄漏檢測裝置、容器閥、金屬軟管、單向閥(滅火劑管)、集流管、安全泄漏裝置、選擇閥、信號反饋裝置、滅火劑輸送管、噴嘴、驅動氣體瓶組、電磁驅動
二氧化碳氣體滅火系統
二氧化碳氣體滅火系統:二氧化碳氣體滅火系統由瓶架、滅火劑瓶組、泄漏檢測裝置、容器閥、金屬軟管、單向閥(滅火劑管)、集流管、安全泄漏裝置、選擇閥、信號反饋裝置、滅火劑輸送管、噴嘴、驅動氣體瓶組、電磁驅動 -
 七氟丙烷滅火系統
七氟丙烷(HFC—227ea)滅火系統是一種高效能的滅火設備,其滅火劑HFC—ea是一種無色、無味、低毒性、絕緣性好、無二次污染的氣體,對大氣臭氧層的耗損潛能值(ODP)為零,是鹵代烷1211、130
七氟丙烷滅火系統
七氟丙烷(HFC—227ea)滅火系統是一種高效能的滅火設備,其滅火劑HFC—ea是一種無色、無味、低毒性、絕緣性好、無二次污染的氣體,對大氣臭氧層的耗損潛能值(ODP)為零,是鹵代烷1211、130 -
 手提式干粉滅火器
手提式干粉滅火器適滅火時,可手提或肩扛滅火器快速奔赴火場,在距燃燒處5米左右,放下滅火器。如在室外,應選擇在上風方向噴射。使用的干粉滅火器若是外掛式儲壓式的,操作者應一手緊握噴槍、另一手提起儲氣瓶上的
手提式干粉滅火器
手提式干粉滅火器適滅火時,可手提或肩扛滅火器快速奔赴火場,在距燃燒處5米左右,放下滅火器。如在室外,應選擇在上風方向噴射。使用的干粉滅火器若是外掛式儲壓式的,操作者應一手緊握噴槍、另一手提起儲氣瓶上的
